
Gotas de filamento derretido no modelo impresso
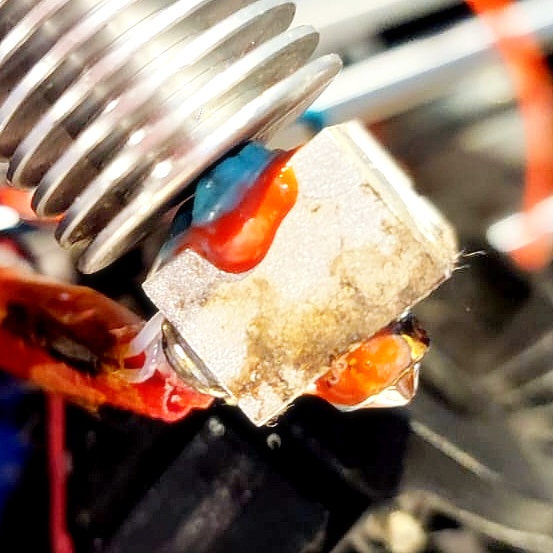
Filamento derretido vaza pela rosca entre o bloco de aquecimento e a garganta (heatbreak), resultando em gotas de plástico no modelo impresso. Isso ocorre devido ao mau aperto e existência de folga entre esses componentes, ou por irregularidades nas superfícies de contato.
Possíveis causas:
- Montagem inadequada: Aperto insuficiente entre a garganta e bico.
- Desgaste dos componentes: Superfícies de contato da garganta ou do bico com arranhões ou irregularidades.
- Dilatação térmica: Diferenças na expansão térmica dos materiais causando folgas durante o aquecimento.
- Rosca danificada: Danos na rosca do bloco de aquecimento ou da garganta.
Soluções:
-
Remontagem do hotend:
- Desmonte completamente o hotend quando frio.
- Limpe todas as peças, removendo resíduos de filamento.
- Inspecione as roscas e superfícies de contato por danos.
- Remonte cuidadosamente, apertando os componentes enquanto quentes (cerca de 230°C) para garantir um ajuste adequado durante a expansão térmica.
-
Substituição de componentes:
- Substitua a garganta, o bico ou o bloco de aquecimento se houver danos visíveis ou desgaste excessivo.
- Use sempre peças de qualidade compatíveis com sua impressora.
-
Ajuste da tensão:
- Aperte o bico contra o bloco de aquecimento com a garganta já instalada.
- Realize o aperto final com o hotend aquecido para garantir um ajuste adequado.
-
Inspeção regular:
- Estabeleça uma rotina de manutenção para verificar o aperto e a integridade dos componentes do hotend.
-
Upgrade do hotend:
- Considere atualizar para um modelo de hotend com design que minimize esse problema, como aqueles com vedações adicionais ou construção all-metal.
-
Limpeza das superfícies:
- Use uma escova de aço fina ou lixa muito fina para suavizar cuidadosamente quaisquer irregularidades nas superfícies de contato, tomando cuidado para não danificar as roscas.
-
Uso de ferramentas adequadas:
- Utilize chaves de torque para garantir um aperto consistente e adequado.
-
Monitoramento da temperatura:
- Verifique se a temperatura do hotend está estável e correta, pois flutuações podem causar expansão e contração, levando a vazamentos.
-
Ajuste do fluxo de filamento:
- Certifique-se de que não há sobreextrusão, o que pode aumentar a pressão interna e exacerbar vazamentos.
Este problema pode ser persistente e requer atenção aos detalhes durante a montagem e manutenção. Uma montagem cuidadosa e inspeções regulares são fundamentais para prevenir vazamentos e garantir impressões de alta qualidade. Lembre-se de que trabalhar com o hotend aquecido requer extremo cuidado para evitar queimaduras.

 06.08.2024,
06.08.2024, 
