
O excesso de plástico
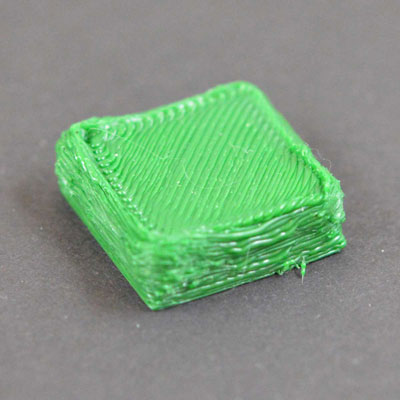
Excesso de plástico: A impressora extrai uma quantidade excessiva de filamento, resultando em camadas grossas, irregulares e com acúmulo de material. Isso pode causar perda de detalhes, dimensões imprecisas e uma aparência estética insatisfatória na peça final.
Possíveis causas:
-
Multiplicador de extrusão muito alto: Se o multiplicador de fluxo ou extrusão no software fatiador (slicer) estiver configurado muito alto, a impressora extrudará plástico em excesso em relação ao necessário para cada camada.
-
Valor de passos E incorreto: Se a configuração de passos por milímetro (passos E) no firmware da impressora estiver muito alta, cada comando de extrusão resultará em mais filamento sendo empurrado do que o pretendido.
-
Diâmetro do filamento incorreto: Se o diâmetro do filamento estiver definido incorretamente no software fatiador (por exemplo, 2,85 mm em vez de 1,75 mm), a impressora extrudará mais plástico do que o esperado.
-
Escorregamento do extrusor: Se o mecanismo do extrusor não estiver agarrando o filamento com firmeza suficiente, pode ocorrer escorregamento, fazendo com que a impressora extruda intermitentemente excesso de plástico quando a tensão aumenta.
-
Entupimento parcial do bico: Um bico parcialmente entupido ou desgastado pode causar pressão inconsistente e fazer com que excesso de plástico seja extrudado em alguns pontos à medida que o entupimento se acumula e libera.
Soluções:
-
Ajuste o multiplicador de extrusão: Diminua o multiplicador de fluxo ou extrusão no software fatiador em incrementos de 5% até que a extrusão excessiva seja eliminada. Um bom ponto de partida é cerca de 90-95% para a maioria dos filamentos.
-
Calibre os passos E: Realize um teste de calibração de passos E para determinar o valor correto de passos por milímetro para sua impressora e filamento específicos. Ajuste a configuração de passos E no firmware da impressora de acordo.
-
Verifique o diâmetro do filamento: Meça fisicamente o diâmetro do seu filamento com um paquímetro em vários pontos para garantir que corresponda à configuração no software fatiador. Atualize o diâmetro no fatiador, se necessário.
-
Verifique a tensão e a alimentação do extrusor: Inspecione o mecanismo do extrusor e certifique-se de que o filamento esteja bem apertado e não escorregue entre as engrenagens. Limpe as engrenagens e ajuste a tensão do parafuso de pressão, se aplicável.
-
Desentupa e substitua o bico: Aqueça o bico até a temperatura de impressão e use uma agulha ou filamento de limpeza para remover quaisquer entupimentos parciais. Se o bico estiver desgastado ou danificado, substitua-o por um novo do mesmo tamanho.
-
Calibre a taxa de fluxo: Imprima um cubo de teste de parede única e meça a espessura da parede com um paquímetro. Ajuste a taxa de fluxo nas configurações do fatiador até que a espessura medida corresponda à espessura esperada (geralmente igual ao diâmetro do bico).
-
Verifique problemas mecânicos: Certifique-se de que as correias da impressora estejam apertadas, as polias estejam firmes e não haja folga ou retrocesso no sistema de movimento que possa causar extrusão inconsistente. Aperte ou substitua os componentes conforme necessário.
A superextrusão pode ser um problema complicado porque nem sempre é imediatamente aparente, especialmente em impressões com preenchimento (infill), onde o excesso de plástico pode ficar escondido. No entanto, ela pode levar a uma qualidade de superfície ruim, diminuição da precisão dimensional e até mesmo a entupimentos ou bloqueios ao longo do tempo. A chave é verificar e calibrar metodicamente suas configurações relacionadas à extrusão, tanto no fatiador quanto na própria impressora.
Comece com uma calibração de base dos seus passos E e taxa de fluxo, depois ajuste o multiplicador de extrusão conforme necessário para filamentos ou modelos específicos. Lembre-se de que diferentes marcas, cores e até mesmo bobinas de filamento podem ter pequenas variações que afetam o fluxo ideal, então pode ser necessário ajustar as configurações ao trocar de material.
Além disso, fique atento a problemas mecânicos que possam causar superextrusão, como uma engrenagem de extrusão gasta ou um braço tensor solto que coloca pressão inconsistente no filamento. A manutenção e inspeção regulares da impressora podem ajudar a identificar esses problemas antes que eles levem a falhas de impressão mais sérias.
Com um ajuste cuidadoso e atenção aos detalhes, você pode eliminar a superextrusão e obter impressões limpas e precisas com superfícies suaves e dimensões exatas. Não tenha medo de experimentar e fazer pequenos ajustes até encontrar o ponto ideal para sua configuração específica.
 parede, OS, engrenagem, calibrar, chave, bico, plástico, camada, fatiador, software, slicer, impressora, temperatura, firmware, filamento
parede, OS, engrenagem, calibrar, chave, bico, plástico, camada, fatiador, software, slicer, impressora, temperatura, firmware, filamento
 29.05.2019, 873 visualizações
29.05.2019, 873 visualizações

