
O modelo de impressão cheio de fios finos de plástico
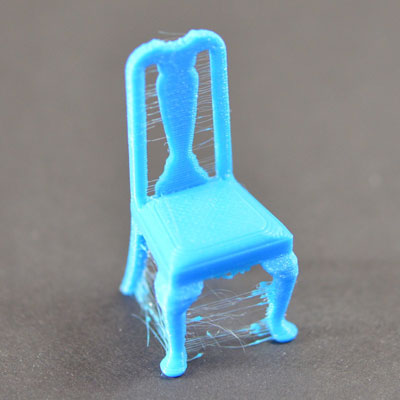
Modelo de impressão cheio de fios finos de plástico: Durante a impressão, fios finos de plástico (conhecidos como "stringing") se formam entre as partes do objeto, especialmente em áreas onde o bico extrusor se move sem extrudar. Esses fios indesejados afetam a aparência e a limpeza da peça final.
Possíveis causas:
-
Temperatura do bico muito alta: Se a temperatura do bico estiver muito alta para o filamento, pode fazer com que o plástico derreta excessivamente e escorra ou goteje do bico durante os movimentos de deslocamento.
-
Retração insuficiente: Se a impressora não retrair o filamento o suficiente ao se mover entre os recursos, o plástico derretido pode se arrastar e formar fios finos.
-
Distância de retração muito curta: Se a distância que o filamento é retraído for muito curta, pode não remover o plástico derretido da ponta do bico, permitindo que escorra durante os movimentos.
-
Velocidade de retração muito baixa: Se o filamento for retraído muito lentamente, o plástico derretido ainda pode escorrer antes que a retração esteja completa.
-
Pressão de extrusão excessiva: Se a impressora estiver extrudando ligeiramente mais plástico do que o necessário, o excesso pode se acumular no bico e ser arrastado durante os movimentos, causando o stringing.
Soluções:
-
Ajuste a temperatura do bico: Reduza a temperatura do bico em incrementos de 5-10°C para minimizar o gotejamento e o oozing do plástico derretido. Encontre o ponto ideal que ainda permite uma boa extrusão e adesão da camada.
-
Aumente a distância de retração: Nos parâmetros do seu slicer, aumente a distância que o filamento é retraído durante os movimentos de deslocamento. Comece com pequenos incrementos (0,5-1 mm) e ajuste conforme necessário.
-
Ajuste a velocidade de retração: Aumente a velocidade na qual o filamento é retraído e reintroduzido. Uma velocidade mais rápida pode ajudar a "quebrar" os fios e evitar que o plástico escorra. Comece com 1200-1600 mm/min e ajuste conforme necessário.
-
Ative a retração do eixo Z: Alguns slicers têm uma configuração para levantar levemente o eixo Z durante os movimentos de deslocamento. Isso pode ajudar a separar o bico do oozing plástico e evitar que ele se arraste entre os recursos.
-
Calibre os passos de extrusão: Faça um teste de calibração de extrusão para garantir que sua impressora esteja extrudando a quantidade correta de filamento. Ajuste o fluxo ou os passos E no firmware conforme necessário para evitar superextrusão.
-
Ative a retração de "coast": O recurso de coast, disponível em alguns softwares slicer, interrompe a extrusão ligeiramente antes do final de um recurso, usando o filamento restante no bico para concluir o segmento. Isso pode ajudar a minimizar a pressão e o oozing.
-
Experimente um filamento diferente: Alguns filamentos, especialmente flexíveis ou de baixa temperatura, são mais propensos ao stringing devido às suas propriedades de fluxo. Se possível, experimente uma marca ou tipo de filamento diferente para ver se melhora o problema.
Lidar com stringing pode ser um equilíbrio delicado entre temperatura, retração e configurações de extrusão. O que funciona para um filamento ou modelo pode não funcionar para outro, então esteja preparado para algumas tentativas e erros. Comece com pequenos ajustes e teste frequentemente para evitar supercompensar em qualquer direção. Lembre-se também de que algum stringing leve pode ser aceitável ou fácil de remover com uma faca quente ou alicate após a impressão. O objetivo é minimizá-lo o máximo possível, não necessariamente eliminá-lo completamente, se isso significar comprometer outras qualidades de impressão. Com paciência e experimentação metódica, você encontrará a combinação certa de configurações para produzir impressões limpas e livres de fios.

 29.05.2019,
29.05.2019, 
